Designing robotic cells for High-Mix Low-Volume (HMLV) environments requires prioritizing modularity and fast changeover times over single-task speed. Implementing quick-change gripper coupling, vision-guided pick-and-place, and modular grid plate tooling allows a single robotic arm to process multiple part variants with minimal mechanical adjustments and zero downtime.
The Shift from Dedicated Automation to Flexible Systems
Historically, industrial robotics was designed for mass production, where a robot performed the same repetitive task millions of times. This dedicated automation approach works well for high-volume, low-mix environments like automotive assembly lines. However, modern manufacturing is shifting toward customization, shorter product lifecycles, and smaller batch sizes. This requires a new approach: High-Mix Low-Volume (HMLV) automation.
Designing a robotic cell for HMLV production introduces unique challenges. The cell must be able to handle multiple product variants with minimal mechanical changeover time. If a cell takes two hours of manual setup to switch from one product to another, the downtime will negate the productivity gains of the robot. Therefore, flexibility, modularity, and rapid reconfigurability are the primary design metrics.
Achieving this level of flexibility requires integrating smart hardware and software technologies. This includes automatic tool changers, modular fixtures, machine vision for part identification, and parametric robot programming. By focusing on these elements, manufacturers can build a robotic cell that can process small batches of different parts efficiently.
Modular Fixturing and Flexible Part Presentation
Part presentation is often the biggest hurdle in HMLV automation. In dedicated cells, parts are fed using custom chutes or vibratory bowls designed for a specific geometry. In an HMLV cell, these custom feeding systems are too rigid and expensive. Instead, integrators must design flexible part presentation systems.
One common solution is modular grid plates or zero-point clamping systems. These allow different fixtures to be quickly positioned and locked onto a steel table in the cell. The fixtures themselves can be modular, using adjustable clamps and locators to hold different part sizes. This reduces setup times from hours to minutes, as operators simply swap out pre-assembled fixture plates.
Another approach is using flexible vibratory feeders paired with machine vision. The feeder vibrates parts to distribute them flat on a surface, and a 2D camera identifies their location and orientation, sending coordinates to the robot. This setup can handle a wide variety of small parts with zero mechanical changeover, as the system adjusts to new parts through software recipes.
Automatic Tool Changers and Multi-Function End Effectors
In HMLV production, a single robot arm often needs to perform different tasks, such as picking, welding, inspection, and packaging. Since no single end effector can perform all these functions, the robot must be equipped with a tool changer. Automatic tool changers consist of a master plate mounted on the robot arm and utility tool plates mounted on each end effector.
The tool changer allows the robot to automatically decouple one tool and couple another at a dedicated tool stand within the cell. The interface passes pneumatic air lines, electrical signals, and fieldbus communication to the active tool. Modern tool changers are highly reliable and can swap tools in under five seconds, allowing for dynamic task switching during a single production cycle.
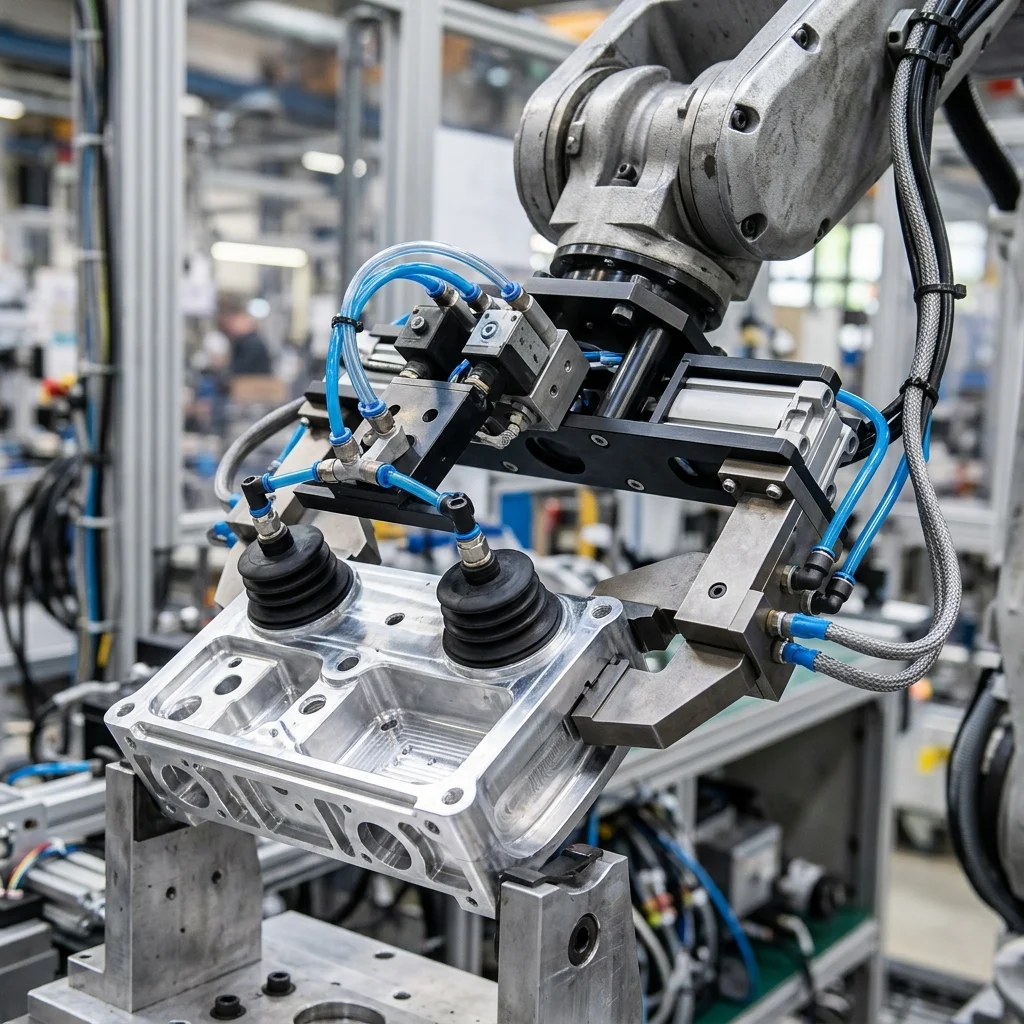
Alternatively, integrators can design multi-function end effectors that combine different grippers onto a single tool. For example, a gripper might feature a pneumatic claw for heavy parts, vacuum cups for flat panels, and a camera for inspection. While this adds weight and cost to the end effector, it eliminates the need for tool changers, reducing cycle times and mechanical complexity.
Parametric Programming and Software Recipes
Forcing a robot programmer to teach points for every new product variant is a major bottleneck in HMLV operations. To achieve true flexibility, the robot's code must be parametric. Parametric programming uses variables, offsets, and conditional logic to calculate paths dynamically based on part dimensions.
In a parametric cell, product data is stored in a database as software recipes. When a new batch of parts is loaded, the operator selects the corresponding recipe on the HMI (Human-Machine Interface) or scans a barcode on the work order. The PLC downloads the part parameters (length, width, height, weld offsets) to the robot controller, which adjusts its path automatically.
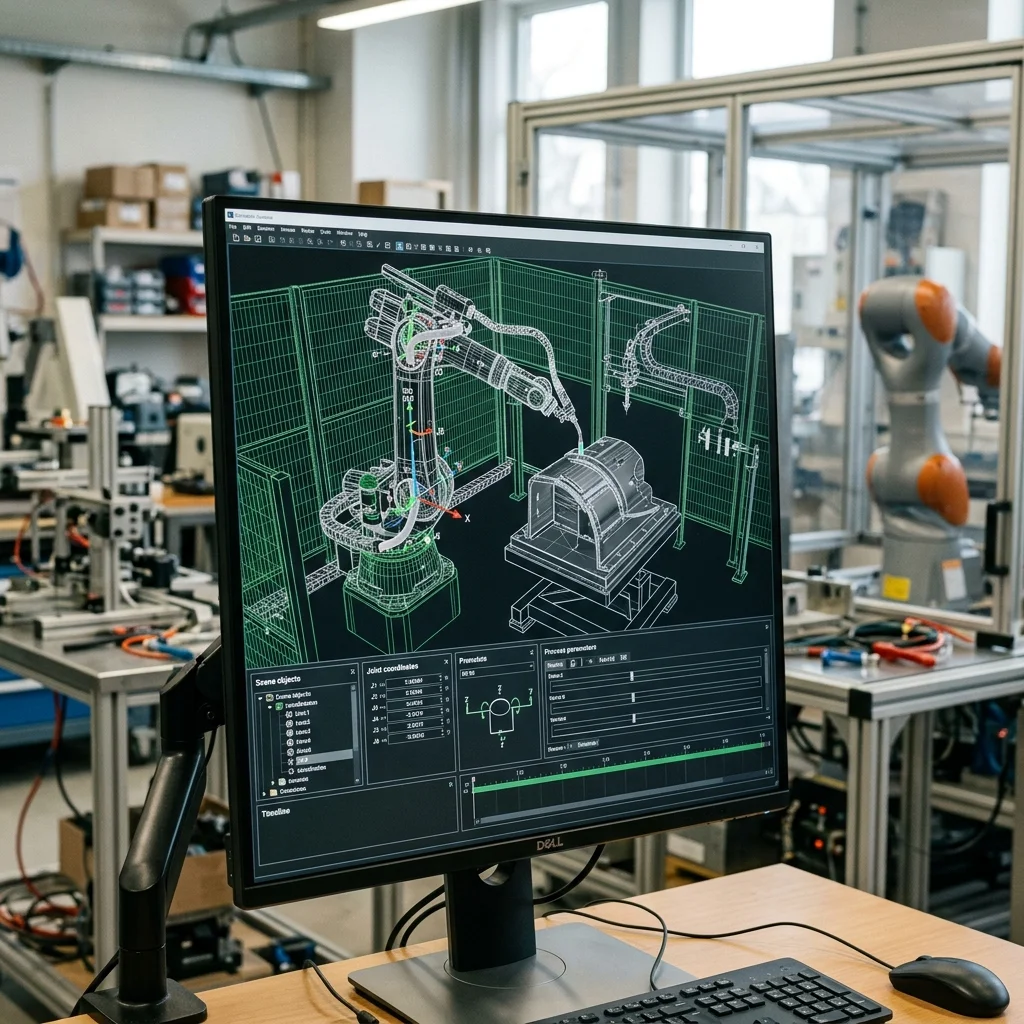
Offline programming (OLP) software is also critical for HMLV. By utilizing digital twins, engineers can program and test new product paths virtually while the physical robot is running production. Once validated, the new paths can be uploaded to the controller during a shift changeover, minimizing downtime and maintaining a continuous production flow.
A Checklist for Designing HMLV Robotic Cells
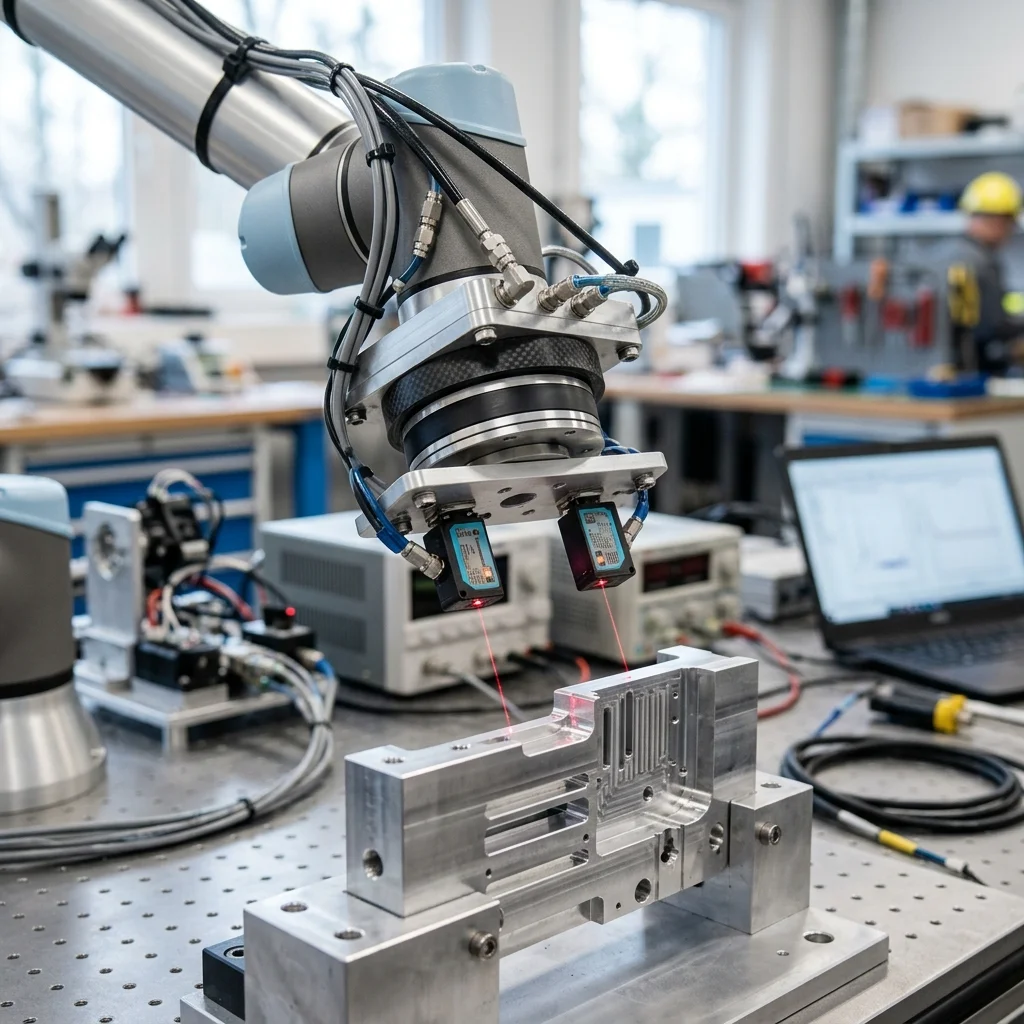
When designing a robotic cell for high-mix low-volume production, engineering teams should follow a structured design checklist. First, group the workpieces into families based on size, material, and required process steps, ensuring the cell is sized to handle the largest variation. Second, focus on using vision systems and sensor feedback to locate parts, reducing the reliance on precision mechanical fixtures.
Third, implement automatic tool changers or design versatile multi-grippers from the outset. Finally, design the cell layout with access points that allow operators to safely change fixtures on one side of the cell while the robot operates on the other. By implementing these guidelines, manufacturers can build a flexible automation system that handles product variety efficiently, ensuring long-term competitiveness in a customized market.